




13.根据切屑的形状和颜色,调整配电箱右边的调速旋钮,调节到适当的锯切速度,切屑为白色卷屑时较为合适,切屑短而硬呈蓝色应降低进给量,切屑薄而散呈白色则应加大进给量。
14.锯切完毕,锯带会自动停止运转,锯弓上升。
15.按夹钳松开按钮,取出材料。
16.如需自动切割,需要先在手动界面把右下角旋钮转换为自动后在进入自动界面。
17.自动界面操作:按机械回原点,输入需要切割的尺寸及件数,点自动启动即可。
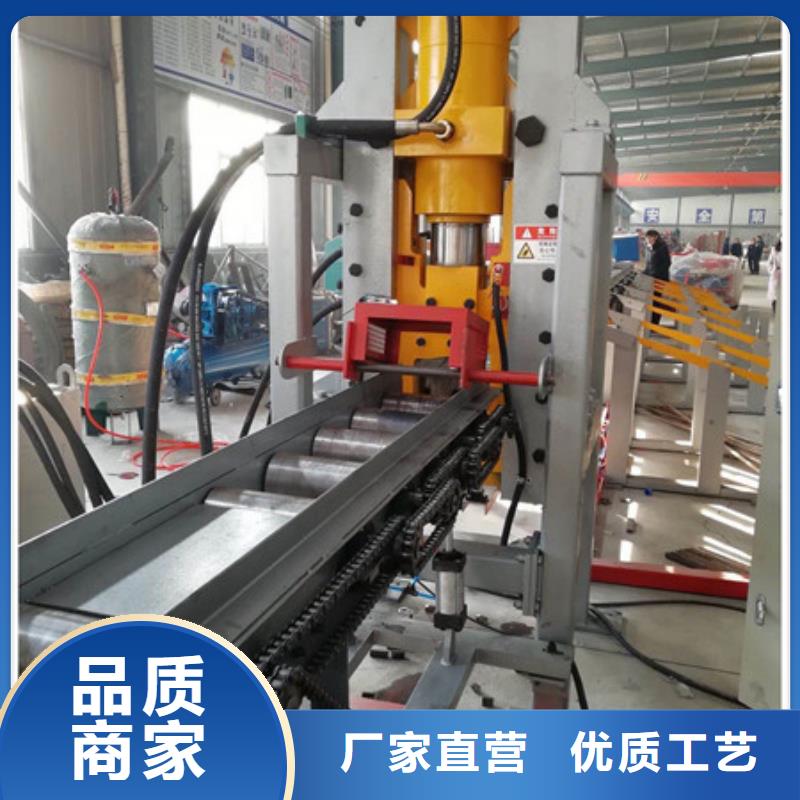
GB4235双立柱卧式带锯床是集机、电、液为一体的全自动带锯床,是锯切较大直径的黑色金属和有色金属等各种型材的设备,具有高效、节能、高精度等特点。其结构合理,造型美观.
适用于中小型企业的金属带锯床MM现代制造添加关注↑,观现代制造。锯始终是有效的工艺手段之一,将各种棒料原材料加工成横切或管状的可以用于进一步加工的精细的半成品。锯床非常适用并且在有限的预算当中算是相对来说经济的。Bomar的设备ErgonomicDGSH是一款稳固的动力学带锯自动设备,应用于小型企业和车间工具设备制造商Bomar作为全自动或半自动带锯的专家,了在柱型结构中从小型电子锯到全液压CNC自动和双斜面设备针对专业钢结构和类似的各种应用领域的必要条件。
锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动轮,再驱动绕在被动轮缘上的锯条进行切削回转运动。锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。<秦皇岛>建贸机械设备有限公司

一、及时的清理工作台面及锯架内的切屑,以免堵塞锯齿。
二、经常检查冷却液与液压油的清洁度与容量,及时过滤或增添,保证供油、供液充足。
1、点动运转按钮,检查锯条是否按逆时针运转。检查其它按钮是否正确。2、将锯条套到两轮上,并卡入导向轮和导块中,用扭力扳手转动帐紧螺杆张紧锯条,张紧扭力为20-25N.m,听到扭力扳手发出咯咯声或看到指针读数即可。3、调整溢流阀,将液压系统压力调至1.8MPa(看压力表),检查有无管路漏油,油箱内油液中若有气泡,说明回路中存在空气。
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
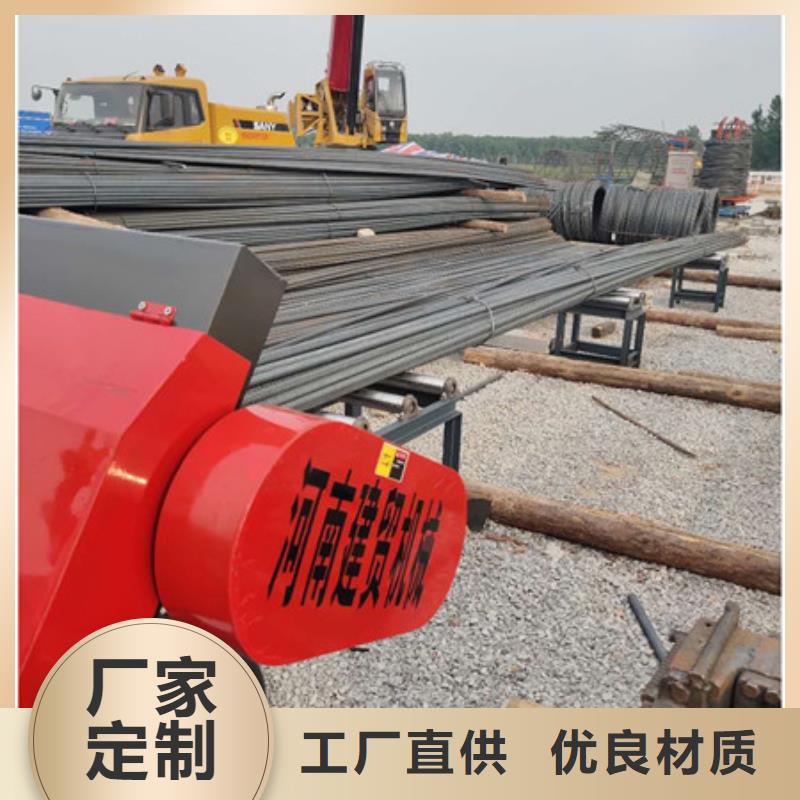
秦皇岛钢筋锯床实地货源 62345
jmc
62345
jmc
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1100
产品质保期,按照 相关规定和合同双方要求的质保期执行。质保期为十二个月。在遇有问题接到用户通知后及时维修处理。质保期内免费维修,质保期满后以同样的速度做出反应并及时维修处理,只收成本费。对于用户有对产品的安装、调试、培训有需要的提前说明,我们数控机床提供现场技术支持。产品如需改装,升级的我们会配合协助用户的工作。
产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。